for molding
成形・生産技術担当の方へ
“成形・生産技術担当の方”のために私たちができること

弊社は、1937年の創業以来、約90年にわたり、金型のメンテナンス・修理・改造や設計・製作を通して、成形における様々なお困りごと解決に貢献してまいりました。
プラスチックの射出成形・押出成形・ブロー成形・真空成形をはじめ、ゴム成形、ガラス成形、プレス加工、ダイカスト・鋳造、冷間・温間・熱間鍛造、粉末冶金まで、幅広く対応しております。
成形・生産技術担当の皆さま
このようなお困りごとはありませんか?
形状・寸法不良
外観不良
強度不足・密度不足
サイクルタイム短縮
精度不良
内部欠陥・残留応力
材料歩留まり改善
生産性向上
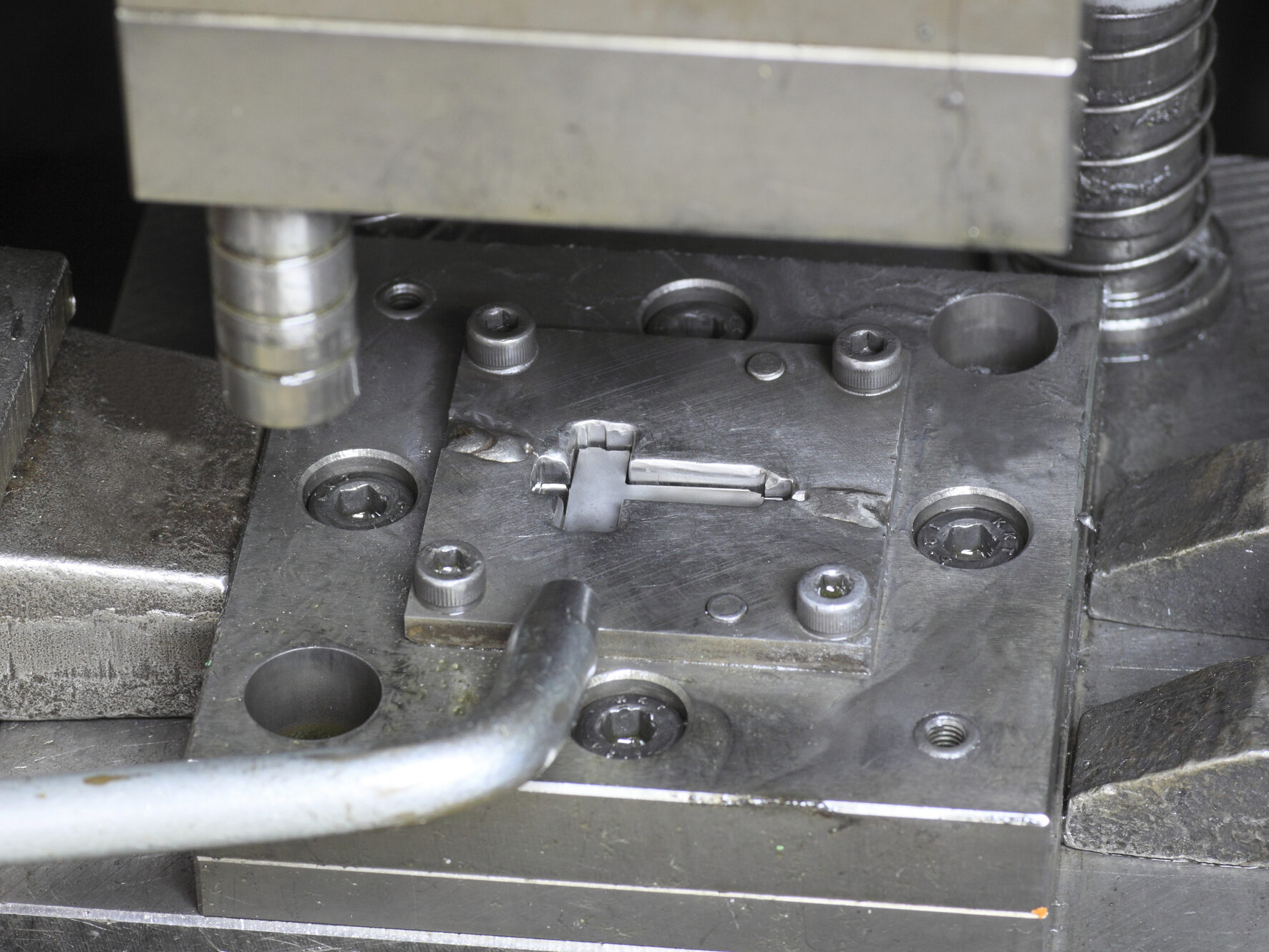
プラスチック射出成形

金型の清掃・修理・改造により、これらの成形不良を解消します!
- バリ
- 反り
- ヒケ
- 割れ
- ショートショット
- ボイド
- ガス焼け
- シルバーストリーク
- フローマーク
- シワ
- ジェッティング
- ウェルドライン
- 透明製品のくもり
- 黒点
- 白化
- 樹脂漏れ
- 離型不良
- キャビとられ
- ゲート跡
- コールドスラグ
- 糸引き
このほか、ホットランナー化による材料歩留まり改善、冷却水管の構造見直しによるダウンタイム短縮、多数個取り金型・共取り金型への改造による生産性向上、スライド機構の組み込みにおるアンダーカット対策など、成形・生産技術担当の方のお困りごと解決に貢献いたします!
ゴム成形

自動車Tier1ゴム製品メーカー様との長年にわたる取引で培ったゴム金型の設計・製造およびメンテナンスの豊富な実績を元に、
- ブルーム(ブルーミング)
- ブリード
- ヒケ(バックライディング)
- ボイド
- ピンホール
- 汚染(色移り)
- オゾンクラック(亀裂)
など、ゴム成形特有の課題・トラブルへの対策や生産性向上のご提案をいたします。
プレス加工
プレス加工における主な不良として、
- バリ(カエリ)
- ダレ
- スプリングバック
- ショックライン
- 打痕
- カス上がり
- くびれ(ネッキング)
- 割れ
- しわ
- かじり
- 反り
- 歪み
- 穴ズレ
- 肌荒れ
などがあります。
順送プレス・トランスファープレス・単発プレスなど、プレス加工の抜き・せん断・曲げ・絞りにおけるお困りごとがありましたら、お気軽にお問い合わせください。パンチ・ダイのクリアランス最適化やR変更をはじめ、不良対策・生産性向上をご提案いたします。
鋳造・ダイカスト

ダイカスト・鋳造では
- 鋳巣(ひけ巣・ガス巣・巻き込み巣)
- 湯回り不良
- 割れ・変形
- 湯ジワ
- 焼付き
- 変色
- ハードスポット
- コールドシャット(湯境)
- ヒケ
- 破断チル層
- かじり
- ふくれ
- 肌荒れ(鋳肌不良)
- ベーニング
- 空気の巻込み
といった鋳造欠陥が起こりえます。
ダイカストのほか、空気を巻き込み酸化物が生じやすい重力鋳造(グラビティ鋳造)・低圧鋳造も含め、鋳物肉厚の均一化、注湯温度・速度の調整、押し湯・冷やし金のサイズ・配置の最適化、鋳型のガス抜き設計最適化など、鋳巣や湯回り不良にお困りの際は、お気軽にご相談いただければと思います。
冷間鍛造・熱間鍛造・温間鍛造

ネジ・ボルト・ギヤ等の機械要素部品の量産に採用される冷間鍛造、クランクシャフト・高圧バルブ・建機部品等に採用されることが多い熱間鍛造、両者の中間にあたる温間鍛造。
冷間鍛造では、
- 打痕(特に細目ネジ)
- 欠肉
- 残留応力によるクラック(割れ)
- 焼付き(かじり)
- チッピング
- 型ズレ
- バリ
などの不良・欠陥が考えられ、温間・熱間鍛造においても寸法変化や参加スケールによる肌荒れなどの懸念があります。鍛造における品質不良や生産性にお困りの際は、ぜひご相談ください。
ブロー成形(中空成形)
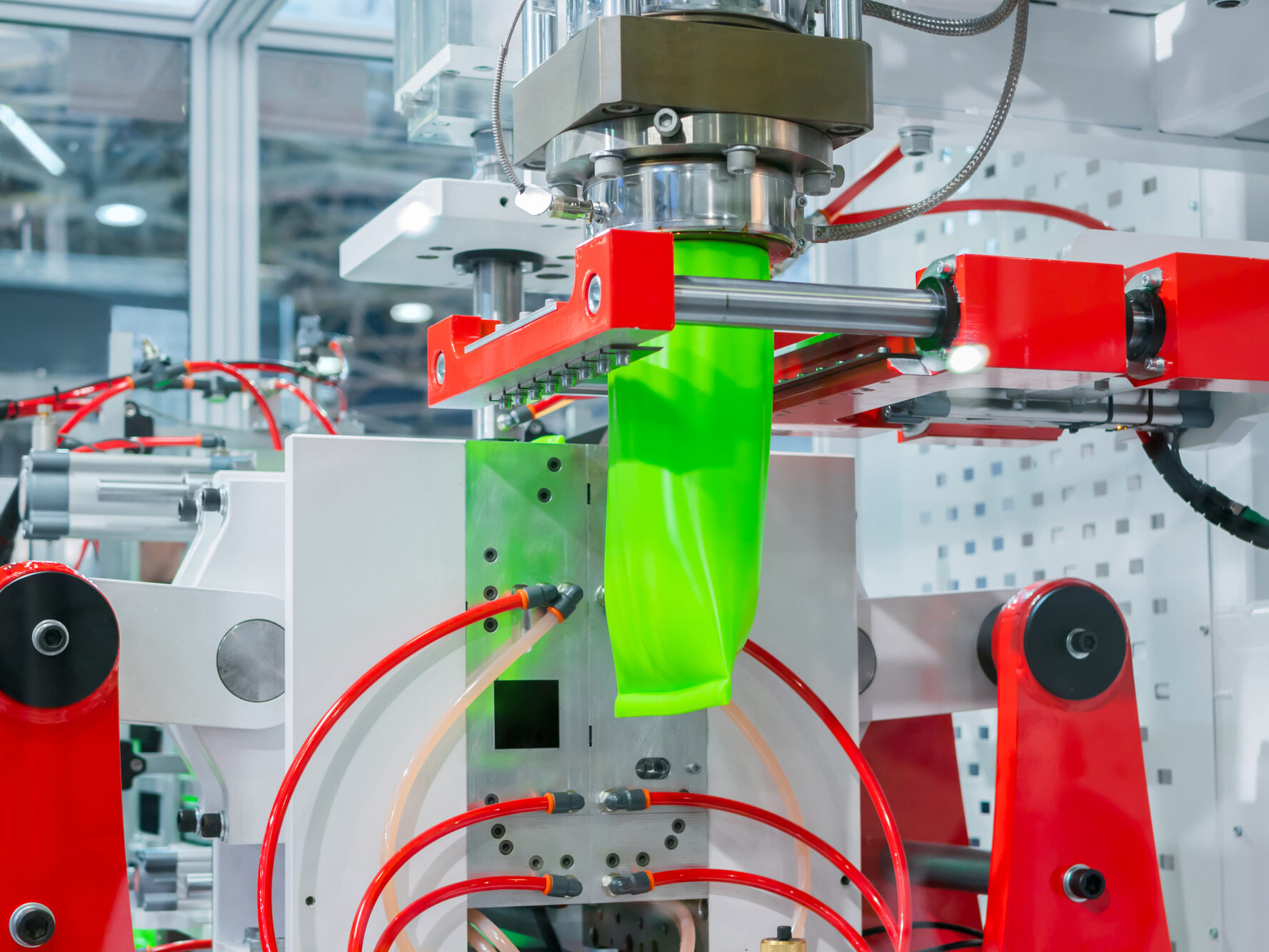
ブロー成形で発生する欠陥・不良には、主に以下のようなものがあります。
- ドローダウンによる偏肉
- 薄肉
- ピンチオフ(喰い切り)の駄肉
- ピンチオフのヒケ
- 破れ(パンク)
- バリ
- 肉ダレ
- 折れ肉
- 気泡
一般的な押出ブロー成形(ダイレクトブロー成形)、プリフォームを必要とする延伸ブロー成形、そしてインジェクションブロー成形(射出ブロー成形)といった各種ブロー成形法に対し、パリソン(溶融樹脂)の寸法や成形品のエッジ・段差等の形状、樹脂の溶融温度、金型温度、ブロー圧力、ブロータイミングなど成形条件の設定から、PL面や冷却構造の最適化のご提案までお任せください。
真空成形・圧空成形

加熱してプラスチックシートを真空挽きにより金型に密着させて成形する真空成形・圧空成形(厳密には後者は真空挽きとともに圧縮空気を送り込む)。
真空・圧空成形では、
- 薄肉
- しわ(ブリッジ・ウェブ)
- 気泡(ボイド)
- ドローダウン
といった成形不良が考えれます。
これらに対し、深絞り形状へのプラグアシスト(補助成形)、、リブ形状・エッジ部の角R変更、抜き勾配の見直し、加熱時間の調整、真空孔の位置・数の改善といった対策をオススメしております。
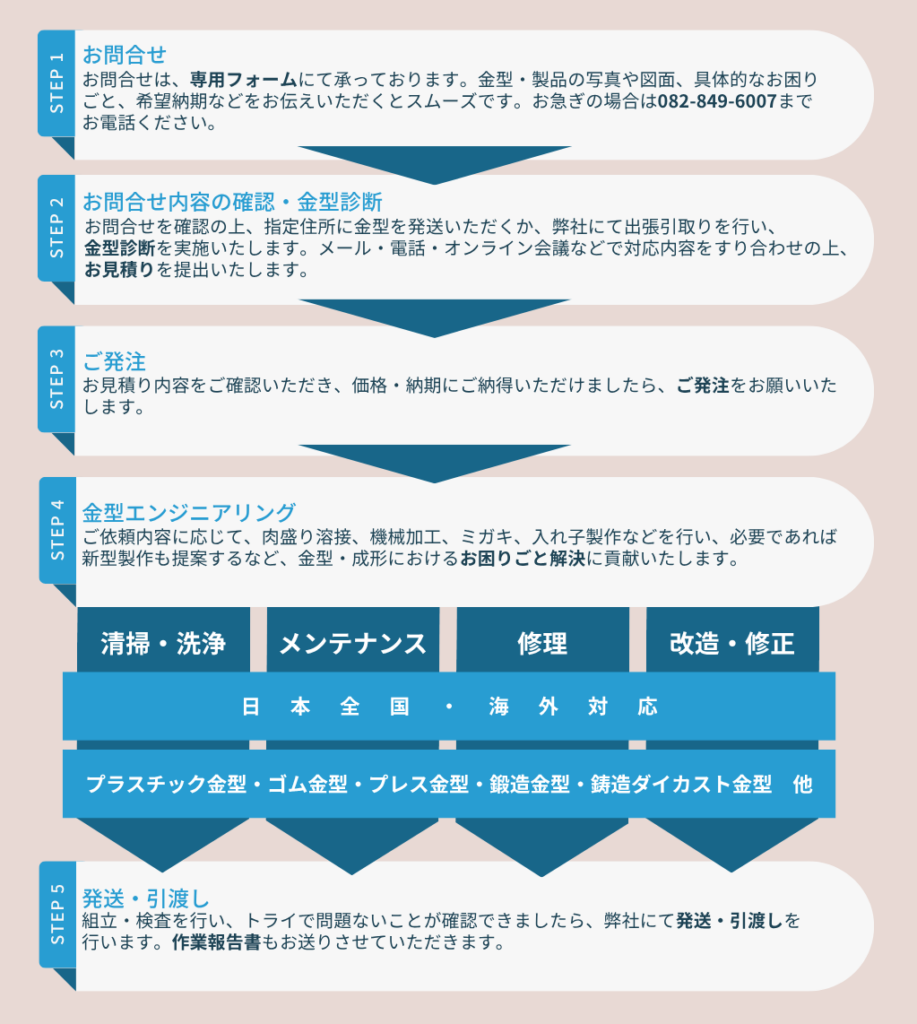
お問合せからの流れ
運営会社情報
-
会社名
平岡工業株式会社
-
代表
代表取締役社長 平岡 良介 (日本金型工業会 理事)
-
本社所在地
〒731-3168 広島県広島市安佐南区伴南2丁目5番19-31号
-
東京営業所
〒150-0013 東京都渋谷区恵比寿4丁目9-8
-
電話番号
0120-388-585
-
FAX
082-849-6017
-
創業
昭和12年(1937)年4月1日
-
設立
昭和35年(1960)年8月1日
-
資本金
1,000万円
-
従業員
グループ総数62名(日本本社42名、タイ工業20名)
-
事業内容
金型のメンテナンス・修理
金型の設計・制作
部品加工(金属部品、機械・装置部品、治工具、機械加工 他)